In semiconductor manufacturing, rapid and reliable wafer quality screening is critical to protecting yield and accelerating production. Traditional inspection methods, such as optical microscopy or electrical testing, provide limited insight into subsurface structures and material heterogeneities, which can lead to device performance variability or downstream failures.
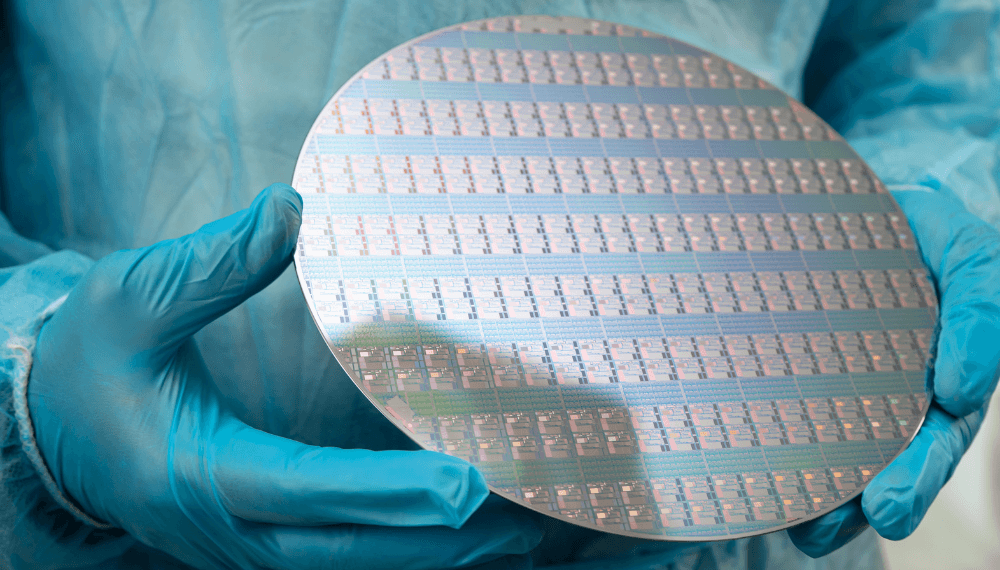
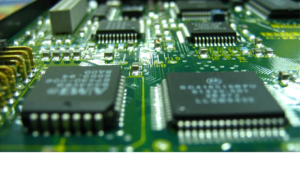
Confocal Raman microscopy offers a non-destructive and highly sensitive approach to probe material properties across an entire wafer. The RMS1000 Confocal Multimodal Microscope (Figure 1), equipped with WaferMAP® and integrated with the RamanQA Python module, turns this capability into a fully automated quality assurance workflow. RamanQA extracts key spectral parameters, applies tolerance thresholds, and uses multivariate analysis to generate objective pass/fail decisions.
This Application Note demonstrates how RamanQA can rapidly assess semiconductor wafer quality, automatically produce pass/fail maps, and provide actionable insights for engineers and researchers. By combining high-throughput data acquisition with robust statistical analysis, RamanQA enables faster, and more confident wafer screening streamlining both routine quality control and detailed defect diagnostics.

Figure 1. An Edinburgh Instruments RMS1000 Confocal Multimodal Microscope with WaferMAP functionality.
The RamanQA method applies automated spectral-feature extraction and statistical tolerance analysis across large wafer datasets. The workflow is summarised below:
1. Data Acquisition in WaferMAP
In WaferMAP, Raman spectra are collected across a wafer. The resulting image dataset contains hundreds/thousands of spectra, each representing the state of a small region on the wafer surface and containing information about localised strain, defects, material heterogeneities, or surface impurities.
2. Raman Peak Feature Extraction
For each spectrum, the primary wafer Raman mode (e.g., 520 cm-1 for Si, 567 cm-1 for GaN, 1581 cm-1 for graphene) is detected, and the peak intensity, position, and full-width half maximum (FWHM) are extracted (Table 1). These values form the core physical wafer-quality metrics.
Table 1. Peak parameters extracted in RamanQA and the likely physical causes of variance in them across a semiconductor wafer.
| Peak Parameter | Likely Cause of Variance in Parameter |
|---|---|
| Peak Intensity | Crystallinity, doping, surface contaminants |
| Peak Position (cm-1) | Strain, doping, crystallinity |
| FWHM (cm-1) | Disorder, defects, strain |
Across all acquisition points, median values for each extracted spectral parameter are calculated. These medians define the wafer’s expected ‘normal’ Raman response. It is also possible to define the wafer’s expected response based on historical data if the same wafer type is analysed repeatedly over time.
3. Multivariate Spectral Consistency Analysis
RamanQA includes the option for multivariate analysis to detect subtle spectral deviations that are not captured by semiconductor peak metrics alone, for example, from a non-fluorescent contaminant with spectral features that do not overlap with the semiconductor band(s) under investigation. The two available analysis tools are Pearson correlation and Mahalanobis distance (MD). The inclusion of both ensures sensitivity and robustness for both quantitative and qualitative spectral deviations. A technical deep dive into these methods is provided in the Appendix for the interested reader.
4. Tolerance Window Selection
User-defined tolerance thresholds (e.g., ± 2 cm-1 for position, ± 20% for peak intensity and FWHM) are applied. Each spectrum is then classified based on whether all parameters lie within these acceptance windows. Tolerances for Pearson correlation and MD are also set. For Pearson correlation, an r value of 0.95 is considered an excellent match to the median wafer spectrum, and any spectra with an r value less than 0.9 to the median are likely a defect or contaminant. For MD, a practical threshold is 3. This acts as a strong statistical filter: a value above 3 indicates greater than 99% confidence that the wafer behaviour at that point is abnormal.
5. Pass-Rate Determination
A wafer pass rate is calculated as the percentage of spectra that meet all selected criteria (tolerance thresholds and optional multivariate tests).
6. Final Classification
If the pass rate exceeds the user-defined acceptance level (fully customisable), the wafer is classified as Pass; otherwise, it is classified as Fail. This framework supports both high-throughput routine screening and detailed defect diagnostics.
7. Mapping of Pass/Fail Regions and Visualisation
Wafer-scale visual outputs are automatically generated in RamanQA, including:
In addition, histograms and box plots of each metric are produced to summarise wafer-wide distributions, enabling quantitative insight into variability, deviations, and outlier behaviour.
All outputs are compiled into a PDF report that integrates wafer maps, plots, and tabulated metrics, providing a complete, actionable overview of wafer quality.
To demonstrate the RamanQA workflow, a full-wafer Raman dataset was acquired from a 4-inch carbon nanotube/silicon wafer using WaferMAP on the RMS1000, deliberately chosen because of the high degree of variability across it. A total of 17,560 spectra were collected across the wafer surface with a step size of 650 µm. Figure 2 shows the Raman intensity map at the 520 cm-1 silicon phonon mode in WaferMAP, illustrating variations in the optical response.
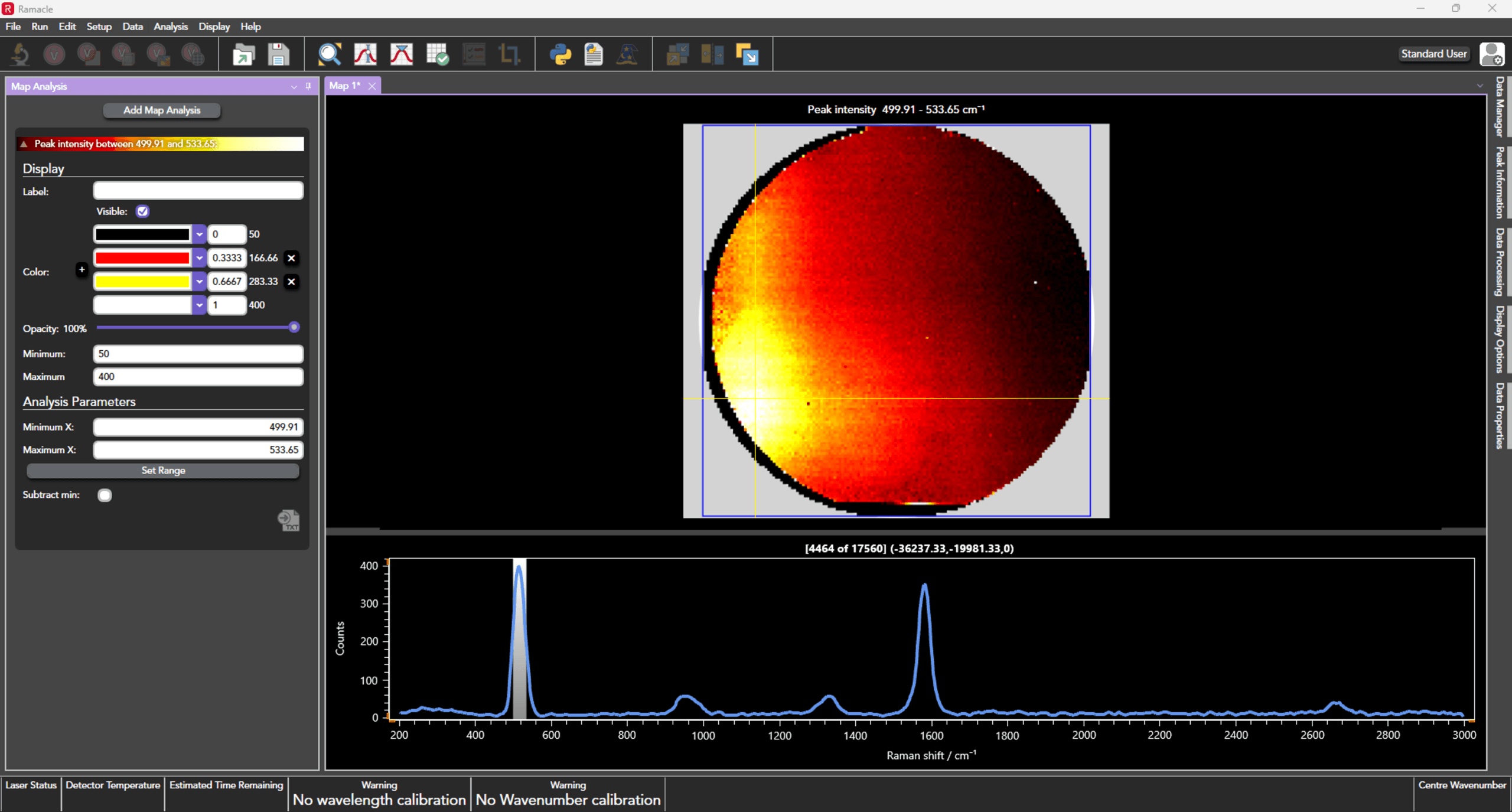
Figure 2. Raman intensity map of the 520 cm-1 phonon mode acquired from a 4-inch carbon nanotube/silicon wafer in WaferMAP.
In the RamanQA Python IDE module, all spectra were extracted, the 520 cm-1 band was fit, and peak intensities, positions, and FWHMs of the band at every pixel were calculated. For the purposes of this Application Note, the following tolerance windows were set for the peak parameters and the multivariate Pearson correlation and MD functions:
The pass threshold was set at 90% of all spectra, meaning that to Pass, 90% of spectra had to fall within all set tolerance windows. If any spectrum had a single parameter outside its tolerance window, it was set to Fail. The results are shown in Table 2. The overall result was a Fail based on the 90% threshold.
Table 2. Results for RamanQA of the carbon/nanotube silicon wafer by tracking the silicon band.
| Metric | Tolerance | % Passed |
|---|---|---|
| Silicon peak intensity | +/- 50% from median | 68.85 |
| Silicon peak position | +/- 2 cm -1 from median | 73.64 |
| Silicon peak FWHM | +/- 20% from median | 99.41 |
| Pearson correlation r | > 0.9 against median | 55.77 |
| MD | < 3 | 94.92 |
| Wafer Result | FAIL (peak intensity, peak position, Pearson correlation) | |
Figure 3 illustrates classification wafer maps, showing where the wafer failed for each metric. These were output by RamanQA, as along with histograms and boxplots that show the magnitude of the variance within each matrix. These plots are also automatically compiled in a comprehensive PDF report.
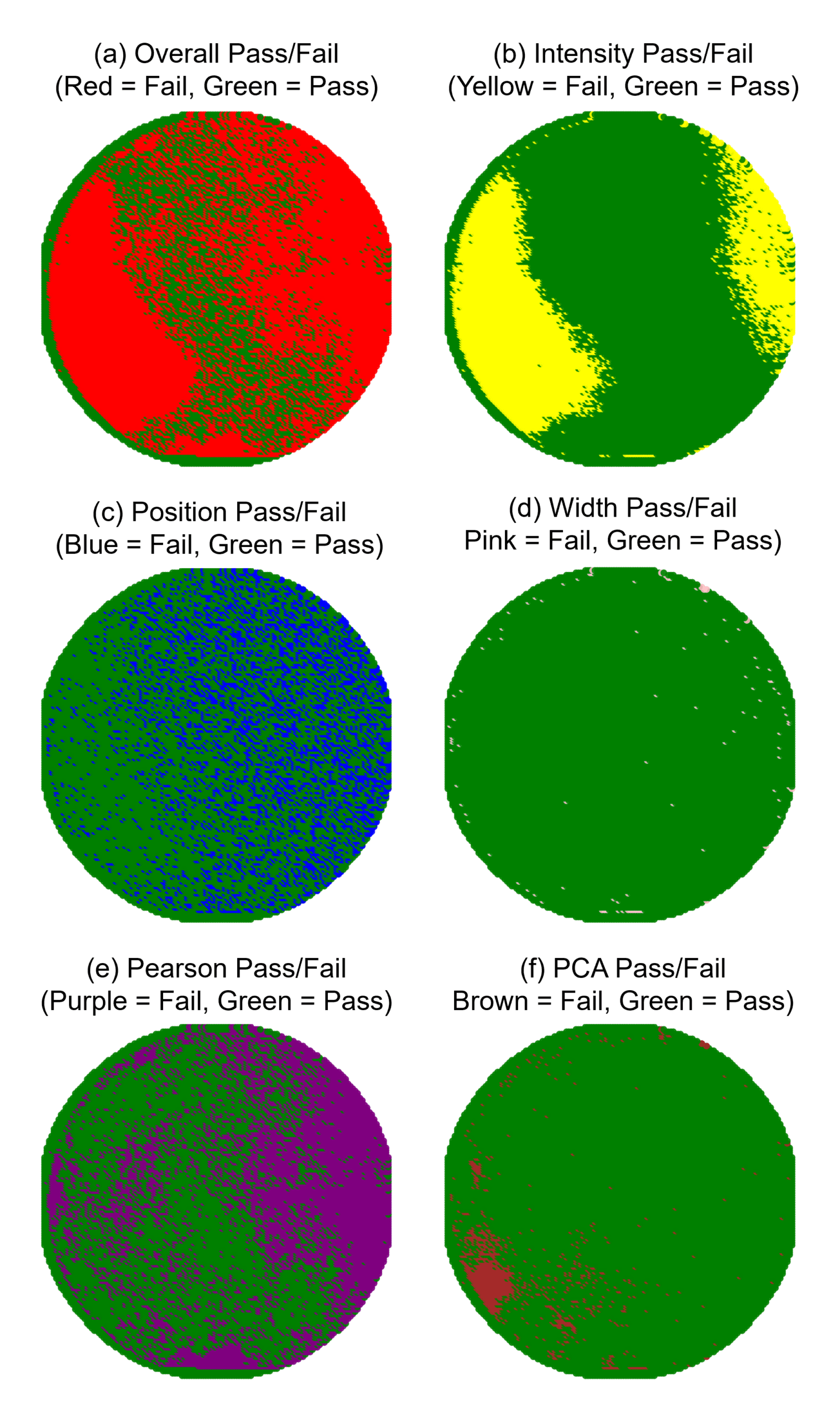
Figure 3. Wafer pass/fail analysis across multiple metrics using RamanQA. (a) Overall wafer pass/fail map (red = fail, green = pass). (b–f) Individual feature fail maps: (b) peak intensity (yellow = fail, green = pass), (c) peak position (blue = fail, green = pass), (d) FWHM/width (pink = fail, green = pass), (e) Pearson correlation (purple = fail, green = pass), and (f) Mahalanobis distance (brown = fail, green = pass).
The most likely physical cause of the widespread variation in both the silicon peak intensity and the overall spectral profile (particularly the low Pearson correlation with the median) is inconsistent carbon nanotube (CNT) coverage across the wafer surface.
The nanotube layer sits atop the silicon substrate. Variations in the thickness, density, or overall coverage of the CNT film would directly influence the intensity of the underlying silicon Raman peak due to scattering, absorption, or interference effects. The low pass rate for intensity confirms significant heterogeneity across the wafer. Likewise, if the CNT coverage is inconsistent, some areas may show the strong silicon peak and CNT spectral features, while others may show only the silicon peak or exhibit it with varying degrees of suppression. This drastically changes the overall spectral shape, leading to a low Pearson correlation coefficient and, therefore, a low pass rate.
RamanQA, integrating the RMS1000 with WaferMAP high-throughput data acquisition and automated spectral response statistics through the Python IDE, provides a powerful, non-destructive, and objective framework for semiconductor wafer quality assurance.
By automatically extracting key material semiconductor spectral parameters (peak position, intensity, FWHM) and performing robust multivariate analysis (Pearson correlation and MD) against user-defined tolerances, RamanQA rapidly converts complex spectral datasets into clear, actionable Pass/Fail decisions and spatial defect maps. It should be noted that RamanQA is fully customisable and can be pivoted for any semiconductor material. It is also possible to extract peak intensity ratios and the splitting of the Raman shift between two semiconductor bands, depending on the specific material under investigation.
This capability enables semiconductor manufacturers to streamline wafer inspection, rapidly identify localised anomalies, and accelerate both high-throughput screening and detailed failure diagnostics.
In RamanQA, the Pearson correlation function calculates how closely each spectrum matches the wafer-average spectral profile. It is described in Equation 1.
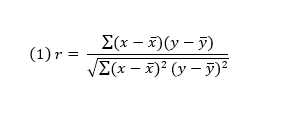 Here, x is the spectrum under evaluation, and y is the wafer-average spectrum. An r coefficient of one indicates that the spectrum perfectly matches the median wafer spectrum. As the spectral signature becomes increasingly distorted due to a physical or chemical phenomenon on the wafer, r approaches zero.
Here, x is the spectrum under evaluation, and y is the wafer-average spectrum. An r coefficient of one indicates that the spectrum perfectly matches the median wafer spectrum. As the spectral signature becomes increasingly distorted due to a physical or chemical phenomenon on the wafer, r approaches zero.
In contrast, Mahalanobis distance (MD) measures how far each spectrum is from the statistical centre of wafer behaviour, accounting for the variance and covariance of multiple spectral features simultaneously.
In RamanQA, each spectrum is first reduced to a few key components using principal component analysis (PCA). These components capture the main patterns in the spectral data. MD then calculates a single distance value in this PCA space, as is shown in Equation 2.
Here, x is the PCA score vector for the spectrum (i.e., it contains scores for each PC), µ is the mean PCA score vector (the wafer ‘centroid’), and S is the covariance matrix of the PCA scores. Note that D2 is the squared MD, and that reporting D2 is more common for quality control because it relates directly to a chi-squared distribution, which is useful for setting confidence thresholds.
This approach is helpful because it accounts for expected variability in each component, down-weighting large-variation PCs that may capture expected spectral variance at the very edge of a wafer, for example. More unusual deviations, such as strain or a small region where a contaminant is likely to be captured in low-variance PCs, are up-weighted in MD. A low MD indicates a spectrum consistent with the rest of the wafer, while a high MD flags a possible anomaly.